دلایل خرابی بیرینگها: تأثیر ابعاد و شکل شفت









 فارسیفارسی
فارسیفارسیبیرینگها از اجزای کلیدی و بسیار دقیق در سامانههای مکانیکی به شمار میروند که عملکرد صحیح آنها به انطباق دقیق با شفت و رعایت ابعاد استاندارد وابسته است. هرگونه انحراف از ابعاد مجاز، بهویژه افزایش بیش از حد قطر شفت یا دایرهای نبودن مقطع آن، میتواند منجر به ایجاد تنشهای موضعی، اختلال در توزیع یکنواخت بار و در نهایت خرابی بیرینگها شود. این مقاله به بررسی دقیق نقش ابعاد و هندسه شفت در عملکرد بیرینگها، مکانیزمهای خرابی ناشی از ناهماهنگی ابعادی، و راهکارهای مؤثر جهت پیشگیری از این نوع خرابیها میپردازد.
یکی از عوامل مهم در عملکرد صحیح بیرینگها، تناسب درست آنها با شفت است. بیرینگها نیاز دارند تا به درستی بر روی شفت نصب شوند تا بار به طور یکنواخت توزیع شود. فیت بیش از حد شفت با بیرینگ میتواند فشار زیادی به بیرینگ وارد کند و باعث خرابی آن شود.
شفتهای غیر دایرهای (بیضی) موجب مشکلات متعددی در عملکرد بیرینگها میشوند:
آغاز شکست ناشی از فشارهای کششی بیش از حد
زمانی که قطر شفت از مقادیر مجاز فراتر رود، میزان تداخل بین شفت و رینگ داخلی بیرینگ از حد استاندارد تجاوز میکند. این افزایش تداخل منجر به اعمال تنشهای کششی بالا بر رینگ داخلی میشود. در چنین شرایطی، ترکهای میکروسکوپی ممکن است در سطح یا زیرسطح بیرینگ ایجاد شوند. این ترکها در اثر بارگذاری چرخهای (Fatigue Loading) گسترش یافته و در نهایت به شکست یا خرابی بیرینگها منجر میشوند.
انواع شکستهای مشاهدهشده
شکست شعاعی رینگ داخلی: این نوع شکست بهصورت گسیختگی مستقیم از سطح داخلی رینگ به سمت بیرون اتفاق میافتد.
ترکهای خستگی زیرسطحی: این ترکها در نتیجه تمرکز تنشهای محلی و بارگذاری سیکلی ایجاد میشوند و معمولاً پیش از گسیختگی کامل، منجر به سایش شدید میگردند.
ترکهای دایرهای: ناشی از تداخل بیش از حد بین شفت و بیرینگ، بهویژه در شرایطی که عملیات حرارتی بهدرستی کنترل نشده باشد.
انواع خرابی ناشی از شفتهای غیر دایرهای
شفتهای بیضیشکل: باعث تماس نابرابر با رینگ داخلی بیرینگ شده و در نتیجه تمرکز تنش در نقاط خاص ایجاد میگردد.
شفتهای سهلوبی: این نوع اعوجاج هندسی منجر به بارگذاری نامتقارن و خستگی موضعی در سه ناحیه مجزا از رینگ داخلی میشود.
شفتهای مخروطی یا دارای خمش: موجب ناهمراستایی محوری بین بیرینگ و شفت شده و احتمال بارگذاری لبهای (Edge Loading) و شکست ناشی از آن را افزایش میدهد.
این مطلب را از دست ندهید: فالس برینلینگ (False Brinelling) در بیرینگها
سطح بیرونی رینگ خارجی بیرینگ بشکهای: خزش (Creep) ناشی از انطباق نامناسب با هوزینگ
یک بیرینگ ساچمهای (Deep Groove) مدل (6209) در سیستم نوار نقاله با سرعت بالا پس از تنها شش ماه کارکردن شکست. عمر استاندارد آن تحت شرایط عادی پنج سال بود.
بزرگ بودن قطر شفت باعث ایجاد تنشهایی شد که از حد مقاومت فولاد بیرینگ فراتر رفت و منجر به شکست رینگ داخلی شد.
استفاده از استانداردهای ISO برای انطباق مناسب محل نصب بیرینگ:
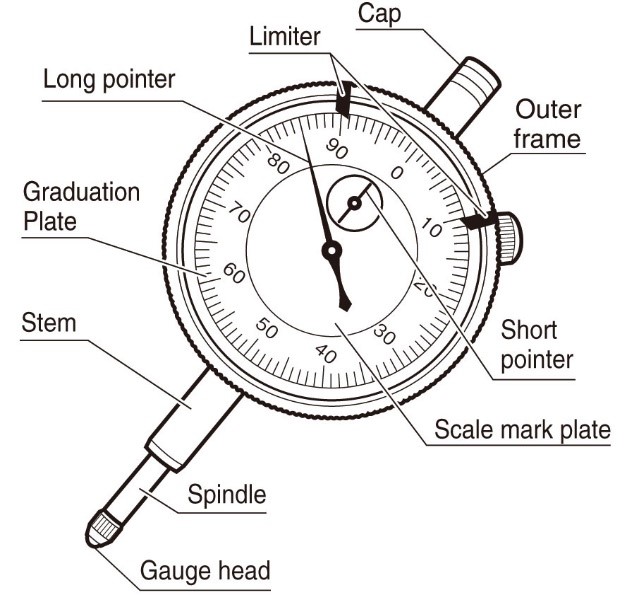
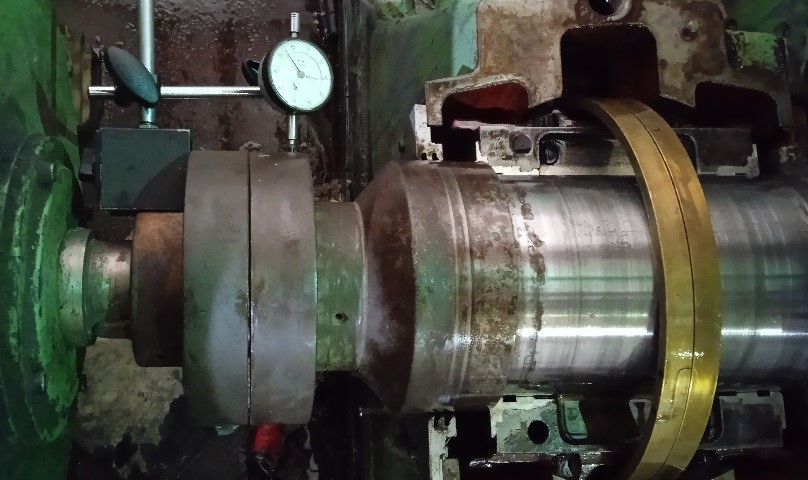
ساعت اندیکاتور جهت سنجش همراستایی شفت و کوپلینگ
این مطلب را از دست ندهید: عیبیابی به روش ارتعاش سنجی در بیرینگها
بررسی محاسبات تداخل برای اطمینان از اینکه تنشها از حد مجاز تجاوز نمیکنند:
خرابی بیرینگها ناشی از شفتهای بزرگ یا دارای شکل نامنظم، معمولاً نتیجهی عدم رعایت تناسبات ابعادی و نارسایی در فرآیند ماشینکاری است. انتخاب صحیح تلرانسهای انطباقی، اطمینان از دایرهای بودن مقطع شفت، و پیروی از استانداردهای بینالمللی در مراحل ساخت، میتواند از بسیاری از این خرابیها جلوگیری کند.
بازرسیهای منظم ابعادی، انجام محاسبات دقیق میزان تداخل، و بهرهگیری از ابزارهای کنترل کیفیت، نقش مهمی در پیشگیری از شکستهای زودهنگام دارند. در نهایت، رعایت اصول مهندسی در طراحی و نصب بیرینگها، به افزایش عمر کاری، کاهش توقفات ناگهانی و ارتقای قابلیت اطمینان ماشینآلات کمک میکند.
خرابی بیرینگهای غلطشی میتواند به دلایل مختلفی رخ دهد و معمولاً در چهار مرحله طبقهبندی میشود. در مرحله اول، ترکهای ریز... ادامه مطلب
مشابه سایر تکنیکها و روشهای سنجش و بازرسی، تکنیک ترموگرافی نیز در برخی موارد دارای محدودیتهایی است. درک صحیح از... ادامه مطلب
کوپلینگ ها ابزارهای مهمی هستند که برای اتصال دو شافت به یکدیگر به کار میروند. این شافتها معمولاً متعلق به... ادامه مطلب
در محیطهای مرطوب، احتمال نفوذ رطوبت بداخل محفظه الکتروموتور زیاد است. نفوذ رطوبت اثرات مخربی بر سلامت و عمر مفید... ادامه مطلب
گیربکسها نقش حیاتی در بسیاری از ماشینآلات صنعتی ایفا میکنند. این دستگاهها برای انتقال قدرت و تغییر سرعت و گشتاور... ادامه مطلب
واشبورد یکی از مشکلات سطحی جدی در بیرینگها است که به دلیل عبور جریان الکتریکی از اجزای فلزی آن ایجاد... ادامه مطلب
کاویتاسیون یکی از پدیدههای فیزیکی و دینامیکی است که در بسیاری از تجهیزات صنعتی که وظیفه مکش یا دمش را... ادامه مطلب
بازرسی ترموگرافیبازرسی ترموگرافی به عنوان یکی از ابزارهای پایش وضعیت در برنامههای نگهداری و تعمیرات صنایع، جایگاه ویژهای داشته است. استفاده درست... ادامه مطلب
الاینمنت (Alignment) یا همراستاسازی یکی از پارامترهای حیاتی در عمر مفید و تداوم عملکرد تجهیزات دوار است. این فرآیند به... ادامه مطلب
عیبیابی بیرینگها یکی از اساسیترین وظایف در نگهداری و تعمیرات ماشینآلات صنعتی است. بیرینگها نقشی کلیدی در عملکرد صحیح ماشینآلات... ادامه مطلب
دیدگاه (3)
استفاده از شفتهای غیر دایرهای واقعاً میتواند مشکلات جدی ایجاد کند. این موضوع به وضوح در مورد بیرینگ 6209 مشاهده شد که تنها پس از شش ماه از کار افتاد. آیا این نشاندهنده ضعف در طراحی یا انتخاب مواد است؟ به نظر میرسد که عدم رعایت استانداردهای ISO و محاسبات تداخل نقش مهمی در این شکست داشته است. آیا تیم مهندسی به اندازه کافی به این جزئیات توجه کرده بود؟ استفاده از شفتهای با قطر بزرگتر بدون در نظر گرفتن تنشهای ایجاد شده، تصمیم درستی نبود. آیا میتوان با بازنگری در طراحی و انتخاب مواد، از چنین مشکلاتی در آینده جلوگیری کرد؟ به نظر من، این یک درس مهم برای همه مهندسان است که همیشه به استانداردها و محاسبات دقیق پایبند باشند.
این متن به وضوح نشان میدهد که استفاده از شفتهای غیر دایرهای میتواند مشکلات بزرگی ایجاد کند. شکست بیرینگ 6209 پس از شش ماه واقعاً نگرانکننده است. آیا این موضوع به دلیل ضعف در طراحی یا انتخاب مواد بوده است؟ به نظر میرسد عدم رعایت استانداردهای ISO و محاسبات تداخل نقش مهمی در این شکست داشتهاند. آیا تیم مهندسی به اندازه کافی به این جزئیات توجه کرده بود؟ استفاده از شفتهای با قطر بزرگتر بدون در نظر گرفتن تنشهای ایجاد شده، تصمیم درستی نبود. آیا میتوان با بازنگری در طراحی و انتخاب مواد، از چنین مشکلاتی در آینده جلوگیری کرد؟ به نظر من، این یک درس مهم برای همه مهندسان است که همیشه به استانداردها و محاسبات دقیق پایبند باشند. سوالی که مطرح میشود این است که آیا تستهای اولیه و شبیهسازیها به درستی انجام شده بودند؟ آیا واقعاً این مشکل قابل پیشبینی نبود؟
این متن موضوع بسیار مهمی را درباره تأثیر شفتهای غیر دایرهای روی عملکرد بیرینگها مطرح میکند. شکست بیرینگ 6209 پس از تنها شش ماه واقعاً قابل تامل است و جای سوال دارد که آیا طراحی یا انتخاب مواد به اندازه کافی دقیق بوده است؟ به نظر من، عدم رعایت استانداردهای ISO و محاسبات تداخل نشاندهنده بیدقتی در فرآیند مهندسی است. استفاده از شفتهای با قطر بزرگتر بدون در نظر گرفتن تنشهای ایجاد شده، تصمیمی اشتباه بود و باید به آن توجه بیشتری میشد. آیا امکان دارد که تستهای اولیه و شبیهسازیها به درستی انجام نشده باشند؟ این موضوع نشان میدهد که مهندسان باید همیشه به جزئیات دقیق پایبند باشند تا از چنین مشکلاتی جلوگیری کنند. سوالی که برای من پیش میآید این است که آیا تیم مهندسی به این مسائل توجه کافی داشتند و آیا میتوان با بازنگری در طراحی و انتخاب مواد، از تکرار این مشکل جلوگیری کرد؟